
China Powder Network News Prešanje, kao važna metoda oblikovanja u proizvodnji napredne keramike, sve se više koristi. Kako je za njegovu proizvodnju potrebno sve finije sirovine, kako bi se poboljšala fluidnost porculanskog materijala, poboljšale performanse sinteriranja i smanjila temperatura sinterovanja, potrebno je prah glinice pretvoriti u lažne čestice, odnosno granulirani prah. , kako bi se uniformno ispunio model i poboljšala praznina. Gustoća oblikovanja tijela osigurava gustinu sinteriranja nakon formiranja porculana. U procesu proizvodnje aluminijsko-keramičkih proizvoda, granulacija je jedna od najosnovnijih i najvažnijih karika.
Uobičajene metode granulacije
1. Opća metoda granulacije
Kod ove metode plastifikator se direktno dodaje prahu, a pelete se dobijaju mešanjem i prosijavanjem. Prednost opšte metode granulacije je što je laka za rukovanje, ali problem je što je kvalitet peleta loš, veličina kugle je drugačija, a sferni oblik nije dobar.
2. Metoda granulacije pod pritiskom
(1) Suva presa za granulaciju
Granulacija suvom presom se odnosi na proces formiranja praha kroz kalup, a zatim drobljenje i sferoidizaciju. Specifični koraci granulacije suvim presovanjem su: transport pred presovanjem → oblikovanje valjanjem → drobljenje i granuliranje.
Granulacija suvim presovanjem ima prednosti visoke efikasnosti granulacije i niske cene proizvodnje. Konkretno, u poređenju sa nekim metodama granulacije, kao što je granulacija sprejom, sadržaj veziva potrebnog za granulaciju suvim presovanjem je veoma nizak, što može smanjiti probleme niske gustine sinterovanja i mnogih pora uzrokovanih vezivom.
(2) Hladno izostatičko presovanje granulacije
Granulacija hladnog izostatskog presovanja slična je granulaciji suhim presovanjem. Razlika je u tome što se keramički prah nakon stavljanja u određeni kalup stavlja u uređaj za hladno izostatičko presovanje. Hladno izostatičko prešanje koristi prednosti nestlačivosti tečnih medija i karakteristike ravnomjernog prijenosa tlaka, čime se može ostvariti ujednačen pritisak na uzorak iz svih smjerova i osigurati da je pritisak koji prah prima u svim smjerovima ujednačen i veličina nepromijenjen. Prašak se presuje u zeleno tijelo kroz proces hladnog izostatičkog presovanja, a zatim se drobilom usitnjava i prosijava kako bi se završio proces granulacije.
3. Metoda granulacije sprejom
Metoda granulacije raspršivanjem je da se pomiješa blanko i plastifikator kako bi se formirala suspenzija sa određenim sadržajem čvrste tvari, a zatim se suspenzija rasprši u toranj za granulaciju pomoću raspršivača za atomizaciju kako bi se dobile sferne čestice s boljom fluidnošću. Ova metoda ima veliki prinos i pogodna je za industrijsku proizvodnju.

(Proces proizvodnje granulacije u spreju)
U proizvodnji, granulacija sprejom može izbjeći ponovnu aglomeraciju ili sedimentaciju svake komponente u suspenziji, tako da se kaša može održati ujednačenom; u isto vrijeme, suspenzija se može ravnomjerno atomizirati, i mogu se dobiti sferne čestice sa ujednačenom distribucijom veličine čestica i dobrom fluidnošću. Takve čestice imaju izvrsna svojstva oblikovanja i sinteriranja, što pomaže da se konačno dobije sinterirano tijelo velike gustine i visoke čvrstoće na savijanje.
4. Metoda sušenja zamrzavanjem
Ova metoda je raspršivanje otopine soli metala u organsku tekućinu, koja se može odmah zamrznuti. Zamrznuti materijal se zatim sublimira u okruženju niske temperature i niskog tlaka, dehidrira i termički razgrađuje i na kraju se dobije željeni prah. Čestice dobijene ovom metodom ujednačene su po sastavu i imaju dobra svojstva formiranja i sinterovanja. Međutim, ova metoda nije prikladna za masovnu proizvodnju u industriji, a najviše se koristi u laboratorijskoj granulaciji.
Oblik čestica granuliranog praha i razlozi nastanka
Kvaliteta oblika čestica praha za granulaciju glinice direktno će uticati na fluidnost i nasipnu gustinu proizvoda. Promjene u fluidnosti i nasipnoj gustini će uzrokovati promjene u zbijenoj gustoći zelenog tijela, što će zauzvrat utjecati na promjene u gustoći pečenja i stopi skupljanja keramike. Stoga je problem koji se mora riješiti u procesu proizvodnje kako osigurati da granulirani prah ima dobar oblik čestica.
Najtečniji oblik čestica trebao bi biti sferičan. Međutim, u procesu proizvodnje, iz različitih razloga, granulirani prah ima tendenciju da formira nesferični oblik. Postoje četiri tipična oblika granuliranih čestica praha:
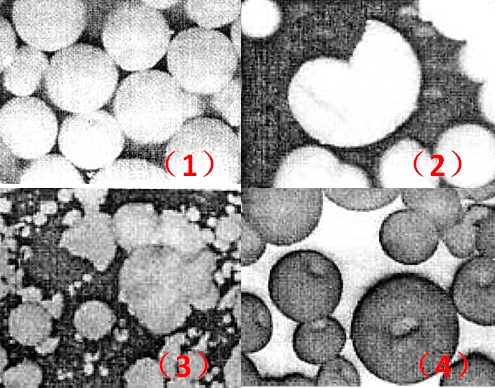
(Četiri oblika granuliranog praha glinice)
(1) Srednje čvrsti tip: sferni oblik: najbolji oblik; u obliku jabuke s plitkom košticom na kugli, iako nije tako idealan kao sferni oblik, ipak je dobrog oblika u velikoj industrijskoj proizvodnji.
(2) Slomljeni tip: čestice su slomljeni komadi.
(3) Vrsta vezivanja: U laganom slučaju, jedna ili više malih čestica se lijepe oko velike čestice, au težem slučaju mnoge čestice različitih veličina se lijepe u grupu.
(4) Šuplji tip: u zavisnosti od stepena, postoji šuplji oblik sa dubokom jamom na sferi; postoji oblik perle sa prolaznom rupom u sredini.
Slomljeni tip, šuplji tip i vezani tip su čestice lošeg oblika.
(1) Postoje dva glavna razloga za formiranje slomljenog tipa: jedan je da se tvrda ljuska na površini čestice formira prebrzo, a unutrašnji pritisak je previsok, što uzrokuje eksploziju sfere i formiranje fragmenata; Uzrokovano kotrljanjem ili stiskanjem, uzrokovano vanjskom silom. Stepen fragmentacije je vezan za mehaničku čvrstoću čestica, a one sa malom čvrstoćom lako se lome.
(2) Razlog za nastanak šupljeg tipa: U tornju za sušenje sušenja raspršivanjem postoji ulazna temperatura od 300-400 stepeni C, kapljica kaše se raspršuje pištoljem za prskanje i pada na određene visine i pri tome se suši. . Zbog visoke temperature, površina kaše se brzo suši, a vezivo i čestice mikropraha na površini se kombinuju i formiraju tvrdu ljusku, koja zatvara površinu kugle, a unutrašnja vlaga nastavlja brzo da isparava i formira zrak. pritisak u sferi. Kada pritisak vazduha dostigne određeni nivo, gas je izbio kroz sferu iz slabe tačke, ostavljajući rupu u sferi.
(3) Postoje tri razloga za formiranje vrste veze: pištolj za prskanje nije dobro atomiziran; strujanje vazduha u granulacionom tornju je turbulentno i nepravilno; kaša je prerijetka ili je količina prskanja prevelika.
Danas, u savremenom dobu naglog razvoja nauke i tehnologije, tehnologija granulacije praha, kao glavna metoda prerade praha i granula, postaje sve značajnija sa akcentom na zaštitu životne sredine, poboljšanje stepena automatizacije proizvodnje. procesa i specifičnih zahtjeva proizvodnog procesa. Pokazuje da je granulacija praškastih proizvoda postala nezaobilazan trend tehnologije naknadne obrade praha u svijetu.
Izvor reference:
[1] Zhang Benqing. Uzroci i prevencija lošeg oblika praha za granulaciju glinice keramike
[2] Liang Yue. Obrada površinske modifikacije cirkonijum praha
[3] Wang Tengfei et al. Napredak istraživanja granulacije keramičkog praha silicijum nitrida
Napomena: Slike nisu za komercijalnu upotrebu, molimo vas da obavijestite i obrišite ako postoji bilo kakvo kršenje!